1. 加工原理
车床:车床主要是通过工件的旋转和刀具的直线移动来进行加工。工件被卡盘或顶尖等装置固定在车床主轴上,主轴带动工件做高速旋转运动,刀具则沿着工件的轴向(纵向)或径向(横向)做直线进给运动。例如,在车削外圆时,刀具沿着工件轴向缓慢移动,通过切削刃将工件表面多余的材料切除,从而形成圆柱面。
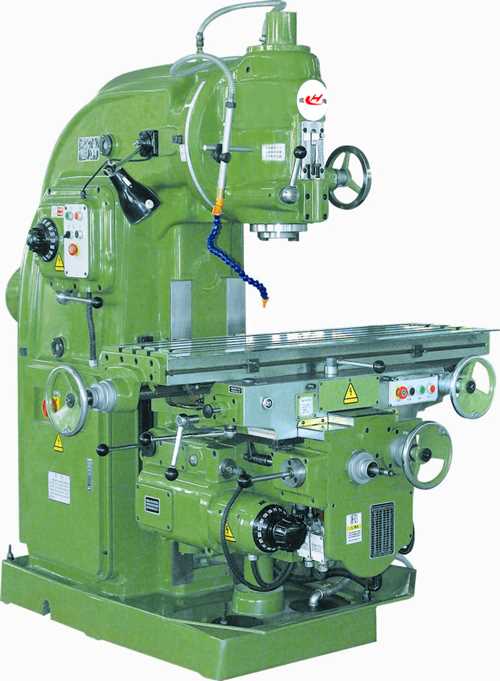
铣床:铣床是刀具旋转,工件固定在工作台上做直线进给运动来完成加工。铣床的主轴带动铣刀高速旋转,产生切削力,工件通过工作台在X、Y、Z轴方向(不同类型铣床坐标轴定义可能略有差异)做进给运动,使铣刀能够对工件表面进行铣削。比如,在铣削平面时,面铣刀旋转,工作台带动工件在垂直于铣刀轴线的方向做直线运动,将工件表面铣平。
2. 加工形状和对象
车床:
轴类零件加工优势:擅长加工各种轴类零件,如细长轴、阶梯轴等。可以完成外圆、内孔、台阶、圆锥面、螺纹等多种形状的加工。例如,汽车发动机的曲轴、机床的丝杠等轴类零件都可以在车床上进行高精度加工。
回转体零件加工:对于回转体形状的零件,如盘类、套类零件也能很好地加工。能够加工盘类零件的端面、内外圆,以及套类零件的内孔和外圆等。
特殊形状(在一定范围内):还可以加工一些简单的特殊形状,如偏心轴(通过偏心装夹)、简单的回转体曲面(通过成型车刀或特殊的刀具轨迹控制)。
铣床:
平面和轮廓加工:主要用于加工平面、沟槽和各种复杂的轮廓形状。可以铣削出高精度的平面,如机床的工作台平面、箱体的安装平面等。对于沟槽,像键槽、燕尾槽、T形槽等都能加工,并且可以根据设计要求铣削出各种二维轮廓,如圆形、方形、异形曲线等,广泛应用于模具制造中的型腔和型芯加工。
孔加工(部分情况):可以进行钻孔、镗孔(通过镗刀)、锪孔等孔加工操作,但与专业的钻床相比,在钻孔精度和效率上可能稍逊一筹。不过,铣床在加工一些有位置精度要求的孔系(如箱体上的多个安装孔)时,能通过工作台的精确移动保证孔之间的相对位置精度。

3. 刀具使用和切削方式
刀具类型:
车床:主要使用车刀,包括外圆车刀、内孔车刀、切断刀、螺纹车刀等。车刀的形状和几何角度是根据车削的不同工序和工件形状来设计的。例如,90°外圆车刀用于车削外圆和台阶,其主偏角为90°,能够有效地减小径向切削力;切断刀的刀刃较窄,用于切断工件。
铣床:使用的刀具种类更为多样,有立铣刀、面铣刀、键槽铣刀、球头铣刀等。立铣刀主要用于加工轮廓和沟槽,其刀刃沿圆柱面分布;面铣刀用于大面积平面铣削,有多个切削刃;球头铣刀则用于加工曲面,其刀尖为球形,能够在加工过程中形成光滑的曲面过渡。
切削方式:
车床:是连续切削方式,在车削过程中,刀具与工件的接触线是连续的。例如,车削外圆时,刀具沿着工件圆周方向连续地切除材料,切削力相对稳定,但在车削长轴时,可能会因为刀具的悬伸过长而产生振动。
铣床:一般是断续切削,铣刀的刀刃在旋转过程中周期性地切入和切出工件。这种切削方式会导致切削力不断变化,容易引起铣床的振动,因此在铣削过程中需要合理控制切削参数,如切削深度、进给量等,以减小振动,保证加工质量。



 在线咨询
在线咨询