数控加工中心在切削时,会在转角位出现弹刀而导致过切的现象。此现象若无法得到改观必然会影响订单加工质量。为了保证高效高精的完成加工任务,作为数控加工中心的操作人员应该从加工原理上清楚弹刀的原因从而避免这一现象的发生。
造成弹刀的原因如下图所示:
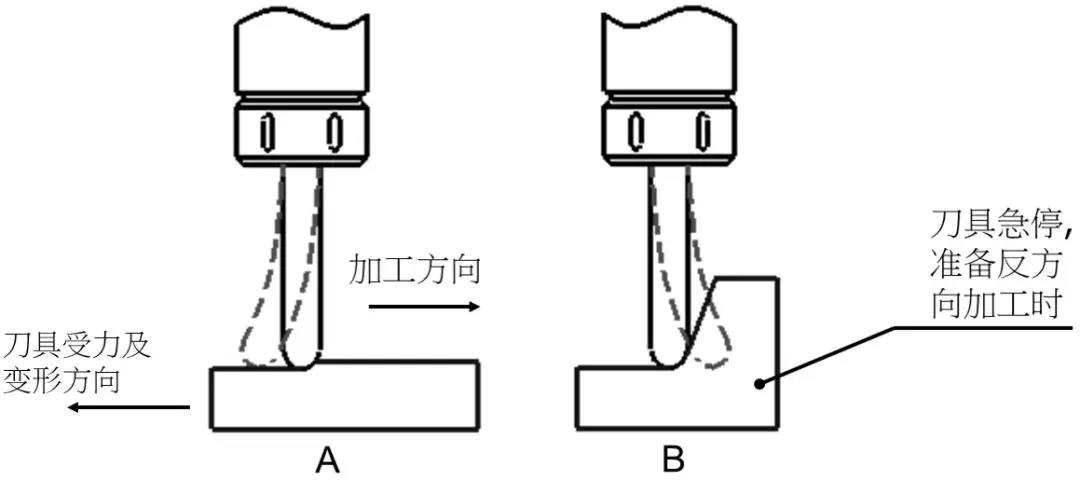
A图的刀具处在加工较平坦位置的状态,当加工到B图位置出现急停准备反向加工时,由于惯性的作用,刀具会产生变形,最终造成B图位置发生弹刀,形成工件过切。
影响刀具变形的主要因素有装刀长度、刀具直径、刀具所受作用力共同影响,当刀长增加一倍,变形量会增大三倍。因此实际加工的过程中,尽可能缩短装刀长度,降低弹刀风险。刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。

因此在加工时,尽可能选择大直径刀具或采用加强刀具来加工,以减低弹刀风险。
综合并熟练地运用影响刀具变形的三个有关因素(装刀长度、刀具直径、切削力)的相互转换来降低数控加工中心的弹刀机率,是加工中心操机人员必须掌握的技巧。只有如此才能在同等的加工时间,得到较好的加工精度和表面粗糙度。



 在线咨询
在线咨询